A large-scale canned fish manufacturing factory is an integrated industrial system combining quality management, processing engineering, food safety control, and global export compliance. With production capacities reaching hundreds of tons per day and the need to meet multi-country regulatory requirements, selecting the right manufacturing partner becomes a strategic decision for any canned fish brand. As highlighted by industry knowledge platforms such as CannedFish.shop, this article provides an in-depth, professional perspective to help brands, importers, and private-label buyers accurately understand, properly evaluate, and confidently select a large-scale canned fish manufacturing factory that aligns with their market, compliance, and growth objectives.
1. What Defines a Large-Scale Canned Fish Manufacturing Factory?
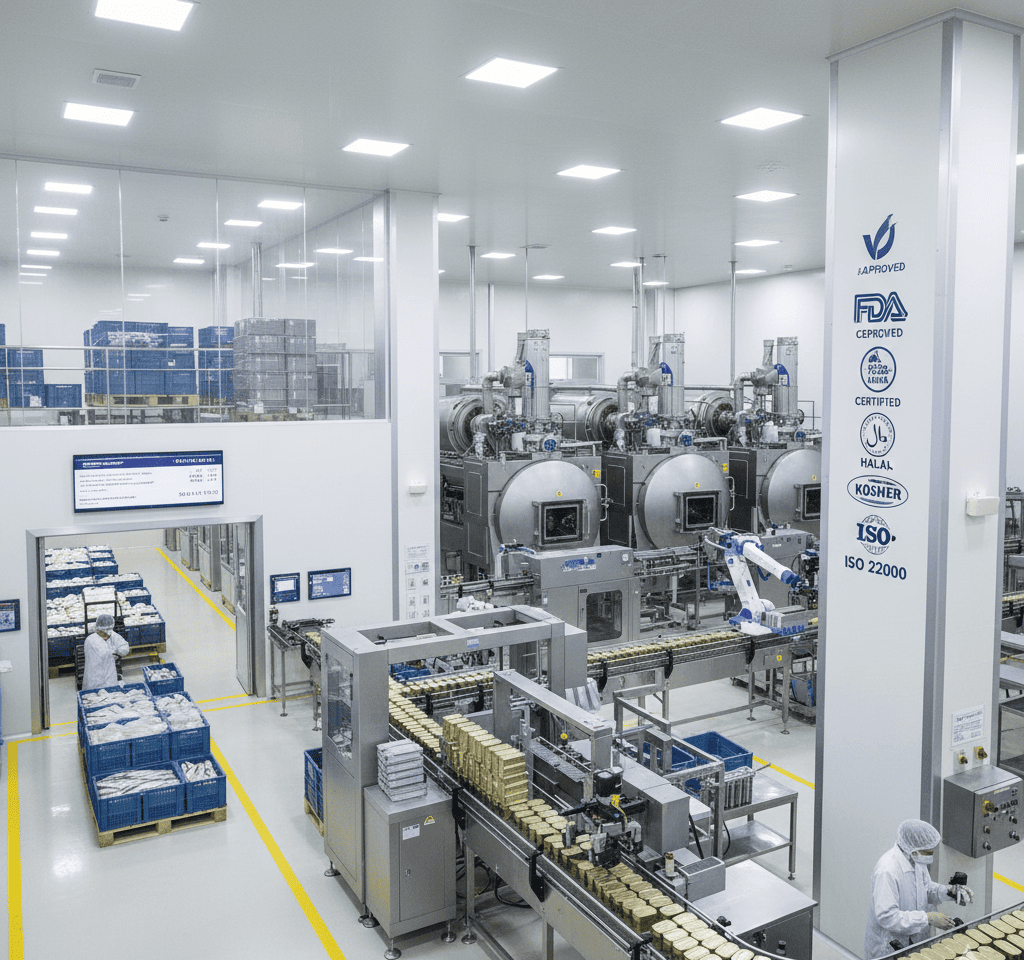
A large-scale canned fish manufacturing factory is defined not merely by production volume, but by its system-level operational capability.
True large-scale facilities are engineered to manage complexity at scale. Their defining characteristics typically include:
- High daily production capacity, often reaching hundreds of tons per day or tens of millions of cans per month, enabling stable supply for global distribution.
- Fully integrated cold-chain raw material handling, from port reception to processing, ensuring raw fish quality, protein integrity, and food safety compliance.
- Highly automated and standardized production lines, designed to minimize human error, reduce variability, and maintain consistent product specifications across large volumes.
- Industrial retort sterilization systems operating 24/7, with validated thermal processes to achieve commercial sterility across multiple SKUs and can formats.
- Advanced quality assurance and quality control (QA/QC) systems, including in-line inspections, seam integrity checks, metal detection, and full batch-level traceability.
- Multi-market regulatory compliance, meeting the requirements of major importing regions such as the FDA (USA), EFSA (EU), Halal, Kosher, ASEAN, and other country-specific authorities.
In essence, large-scale canned fish factories are built to support global brands, international distributors, and private-label programs at scale. They are fundamentally different from small-batch or domestic-focused operations—designed not just to produce canned fish, but to deliver consistency, compliance, and reliability across international markets.
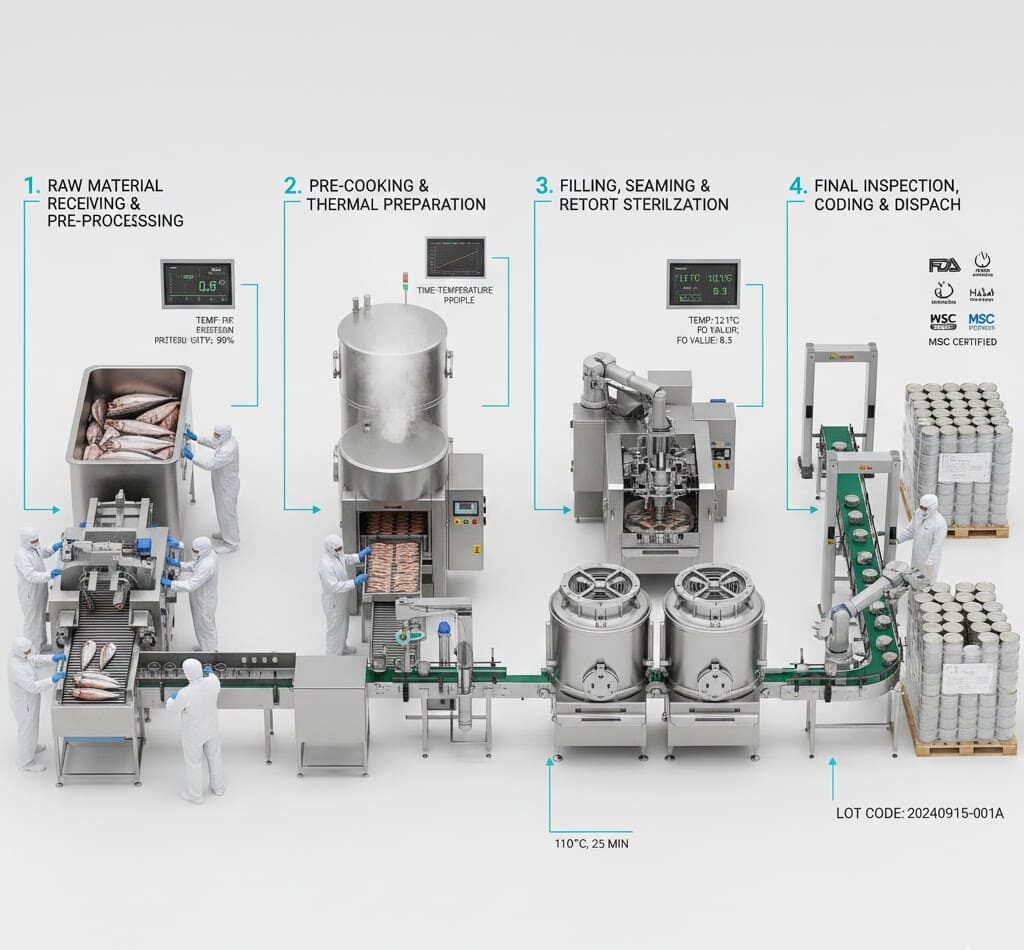
2. Core Production Workflow in Large-Scale Canned Fish Manufacturing
Raw Material Receiving & Pre-Processing
Raw fish is received under strict temperature-controlled conditions, often directly from fishing vessels or certified suppliers.
Key operations include:
-
Cold-chain inspection (temperature, freshness, protein integrity)
-
Species and size grading
-
Automated or semi-automated heading, gutting, cleaning, and filleting
-
Yield optimization through standardized cutting specifications
At large scale, raw material consistency is critical—even small variations can affect cooking loss, texture, and final fill weight.
Pre-Cooking & Thermal Preparation
Pre-cooking is performed using:
-
Steam cookers
-
Hot-water or oil blanching systems
-
Controlled heat chambers
Each SKU has its own validated time–temperature profile, ensuring:
-
Moisture reduction to target yield
-
Texture stability after retorting
-
Flavor consistency across batches
For export-oriented factories, thermal validation studies are conducted and documented to meet importing country requirements.
Filling, Seaming & Retort Sterilization
This is the most critical phase in canned fish manufacturing.
Key systems include:
-
Precision fillers for fish and medium (oil, water, brine, sauce)
-
Automatic can seamers with real-time seam inspection
-
Industrial retort systems operating at ~121°C under high pressure
The goal is to achieve commercial sterility while preserving product quality.
All parameters (temperature, pressure, Fo value, time) are continuously logged and audited.
Final Inspection, Coding & Dispatch
Before shipment, products undergo:
-
Vacuum and seam integrity testing
-
Metal detection and foreign body inspection
-
Label verification (language, compliance, allergens)
-
Lot coding (production date, batch number, traceability ID)
Export-ready factories maintain full batch traceability, allowing recalls or audits to be handled efficiently.
3. Top 5 Large-Scale Canned Fish Manufacturing Companies Worldwide
An Expert Overview for Brands, Importers, and Private-Label Buyers
Selecting a large-scale canned fish manufacturing partner is not about choosing “the biggest factory,” but about identifying the right operational DNA: scale, compliance, sourcing strength, flexibility, and long-term reliability.
Below are five globally recognized canned fish manufacturers that operate at true industrial scale, hold international certifications, and have proven export capabilities across multiple regions.
1) Thai Union Group (Thailand)
Thai Union Group is one of the largest seafood corporations in the world, with manufacturing operations spanning Asia, Europe, and the Americas. The group produces a wide range of canned seafood products, including tuna, sardines, mackerel, and value-added ready-to-eat items.
Key strengths:
-
End-to-end global supply chain control (fishing fleets, processing, logistics)
-
Advanced QA/QC systems aligned with FDA, EU, and global retail standards
-
Deep experience working with multinational brands and major private labels
-
Strong investment in sustainability, traceability, and digital compliance systems
Best suited for:
Multinational brands and retailers requiring extreme scale, supply stability, and multi-market regulatory compliance across continents.
2) NIRSA – Negocios Industriales Real S.A. (Ecuador)
NIRSA is a dominant force in the Latin American tuna industry, operating one of the region’s largest vertically integrated seafood systems.
Key strengths:
-
Direct control over fishing fleets, raw material supply, and processing
-
High-volume tuna canning capacity optimized for export markets
-
Efficient logistics routes to the United States, Europe, and Asia
-
Strong cost efficiency at industrial scale
Best suited for:
Brands and importers running large-volume tuna programs where cost efficiency, supply continuity, and export reliability are critical.
3) An Nam Food
An Nam Food is a large-scale Vietnamese canned seafood manufacturer designed for international OEM/ODM production. The company combines modern automation, export-grade compliance, and flexible private-label capabilities—positioning itself as a strong manufacturing partner for global brands.
Core capabilities:
-
Production capacity of up to ~19 million cans per month
-
Fully automated and standardized processing lines
-
OEM & ODM manufacturing tailored to brand specifications
-
Certifications: HACCP, FDA, ISO, Halal, Kosher
-
Export experience across USA, EU, Japan, Korea, Australia, and ASEAN
Key strengths:
-
Strong balance between scale and responsiveness
-
High flexibility in recipe, format, and private-label customization
-
Competitive manufacturing costs with full international compliance
-
Proven ability to support growing brands as they scale globally
Best suited for:
Brands seeking scalable OEM/ODM production in Asia with strong export readiness, regulatory compliance, and customization flexibility.
4) King Oscar (Norway / Poland)
King Oscar is a heritage seafood brand with European manufacturing facilities, known for premium canned fish products and long-established market credibility.
Key strengths:
-
Strong brand equity and consumer trust
-
High-quality processing and strict EU compliance
-
Transparent sourcing and traceability systems
-
Focus on premium positioning rather than mass volume
Best suited for:
Premium, heritage-positioned, or specialty canned seafood projects targeting high-value markets.
5) Bumble Bee Foods (United States)
Bumble Bee Foods is one of the most established canned seafood producers in the US market, with deep operational experience under FDA oversight.
Key strengths:
-
Extensive FDA compliance expertise
-
Strong food safety, traceability, and recall readiness systems
-
Large-scale domestic distribution infrastructure
-
Deep understanding of US regulatory and retail requirements
Best suited for:
Brands primarily targeting the US market, where regulatory scrutiny and compliance expectations are extremely high.
| Manufacturer | Production Scale | Core Strength | Export Markets | Best For |
|---|---|---|---|---|
| Thai Union Group | ⭐⭐⭐⭐⭐ | Global supply chain & compliance | Global | Multinational brands, global retailers |
| NIRSA (Ecuador) | ⭐⭐⭐⭐ | Vertical integration & tuna volume | US, EU, Asia | High-volume tuna programs |
| An Nam Food | ⭐⭐⭐⭐ | OEM/ODM flexibility + export readiness | US, EU, Asia, AU | Private-label & scalable brand growth |
| King Oscar | ⭐⭐⭐ | Premium quality & heritage | EU, US | High-end / premium positioning |
| Bumble Bee Foods | ⭐⭐⭐⭐⭐ | FDA compliance & US distribution | US, selected export | US-focused brands |
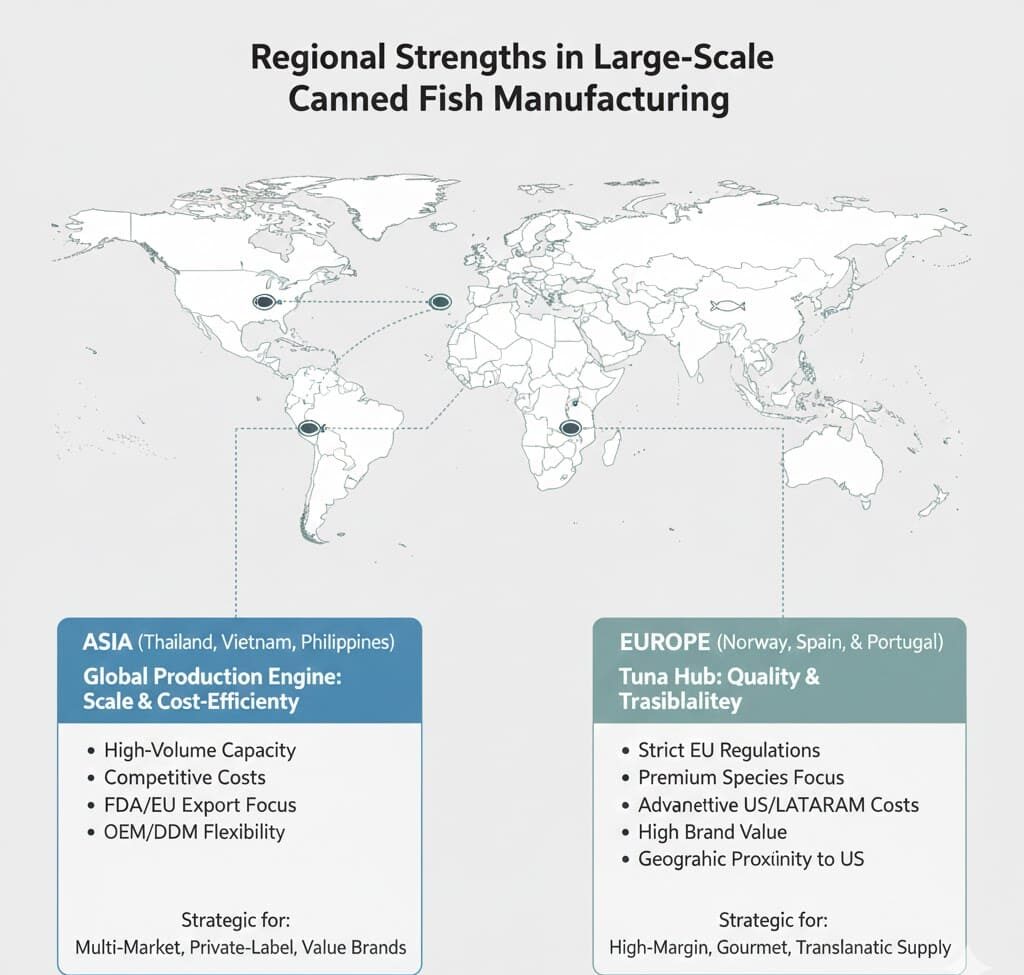
4. Regional Strengths in Large-Scale Canned Fish Manufacturing
Large-scale canned fish manufacturing is highly region-dependent. Each production hub has developed unique strengths shaped by raw material access, labor structure, regulatory environment, and export logistics. Understanding these regional dynamics helps buyers select the most strategic sourcing location.
Asia (Thailand, Vietnam, Philippines)
Asia remains the global engine of canned fish manufacturing, particularly for tuna, sardines, and mackerel.
Regional advantages:
-
Extremely high-volume production capacity, optimized for global private-label programs
-
Competitive labor and operating costs compared to Western regions
-
Export-driven factory infrastructure designed around FDA, EU, and Asian market compliance
-
Strong OEM/ODM culture, enabling customization in recipe, format, and branding
-
Mature cold-chain logistics from port to factory
Strategic consideration:
Asian factories are ideal for brands seeking cost efficiency, scalability, and flexibility, especially for multi-market distribution.
Europe (Norway, Spain, Portugal)
European canned fish manufacturing is known for quality leadership and premium positioning, rather than sheer volume.
Regional advantages:
-
Strict regulatory frameworks enforcing traceability, sourcing transparency, and food safety
-
Strong reputation for premium seafood, particularly pelagic species
-
Advanced sustainability and labeling standards aligned with EU regulations
-
Higher perceived brand value in premium and heritage categories
Strategic consideration:
European factories are best suited for high-margin, premium products where traceability, origin storytelling, and quality perception outweigh cost concerns.
Latin America (Ecuador, Brazil)
Latin America plays a critical role in the global tuna supply chain, especially for the Americas.
Regional advantages:
-
Access to some of the world’s largest tuna fishing fleets
-
High degree of vertical integration (fleet → processing → export)
-
Competitive production costs compared to Europe and North America
-
Geographic proximity to the US market, reducing lead times and logistics costs
Strategic consideration:
Latin American manufacturers are ideal for high-volume tuna programs targeting the US and transatlantic markets.
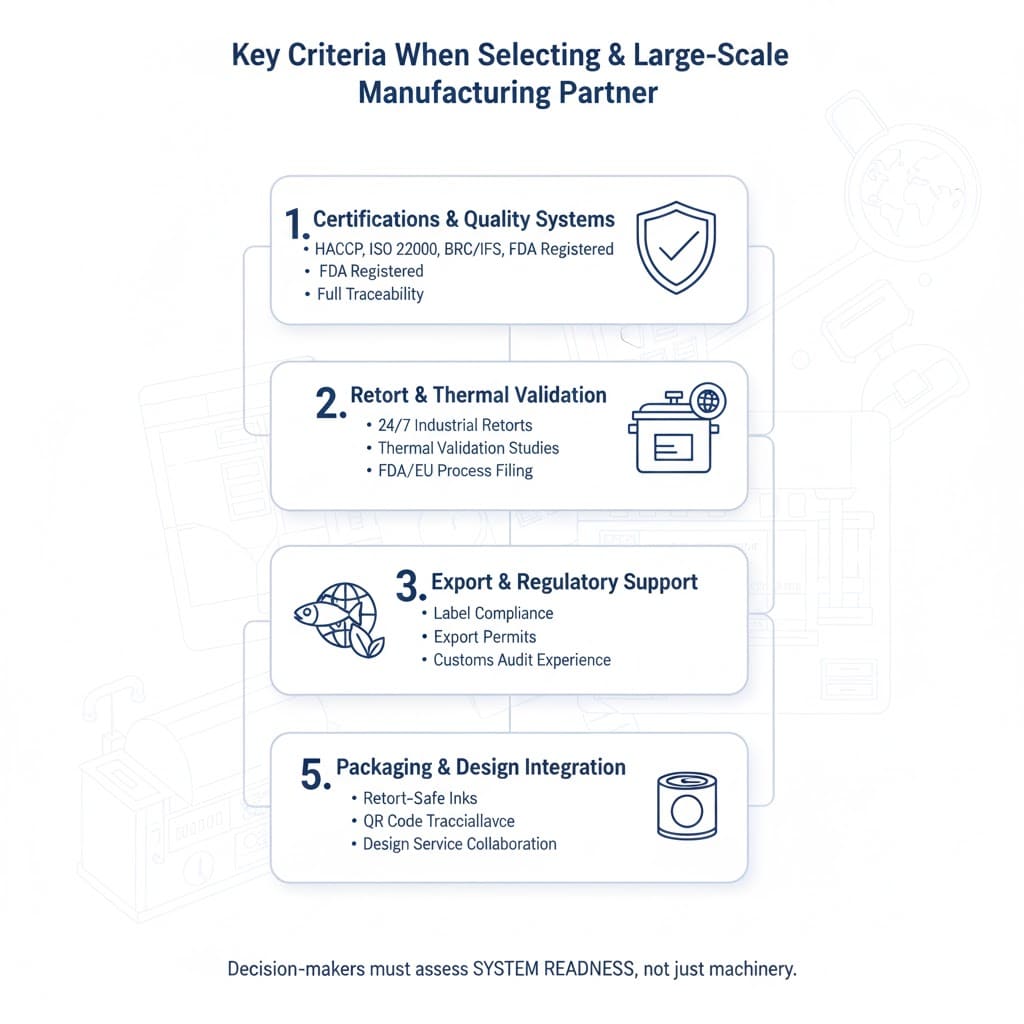
5. Key Criteria When Selecting a Large-Scale Manufacturing Partner
Choosing a large-scale canned fish manufacturing partner requires evaluation beyond price or capacity. Decision-makers should assess the factory’s system readiness, not just its machinery.
Certifications & Quality Management Systems
International certifications are the foundation of market access.
What to evaluate:
-
Active and valid certifications: HACCP, ISO 22000 or FSSC 22000, BRC or IFS
-
FDA registration for US-bound products
-
Halal and Kosher certifications if required by target markets
-
Internal QA/QC structure, not just certificates on paper
Why it matters:
Certifications ensure legal entry, but robust quality systems ensure long-term consistency and recall readiness.
Retort & Thermal Validation Capability
Retort sterilization is the core technical process in canned fish manufacturing.
What to evaluate:
-
Industrial retort systems capable of 24/7 operation
-
Ability to conduct thermal validation per SKU, can size, and filling medium
-
Proper documentation of time–temperature–pressure parameters
-
Compliance with FDA and EU thermal process filing requirements
Why it matters:
Improper thermal validation risks product spoilage, recalls, and regulatory rejection.
Export & Regulatory Support Infrastructure
A capable factory must act as a compliance partner, not just a producer.
What to evaluate:
-
Support for label compliance (nutrition facts, allergens, languages)
-
Documentation handling (CO, health certificates, export permits)
-
Batch-level traceability systems aligned with importing regulations
-
Experience dealing with customs audits and inspections
Why it matters:
Strong regulatory support reduces border delays, relabeling costs, and shipment risks.
Raw Material Stability & Sustainability
Production stability begins with raw material control.
What to evaluate:
-
Reliable access to raw fish throughout the year
-
Cold-chain integrity from vessel or port to processing line
-
Supplier qualification and raw material testing protocols
-
Participation in sustainability programs (MSC, ASC, or equivalent)
Why it matters:
Inconsistent raw material supply leads to quality fluctuations and production disruptions.
Packaging & Design Integration
Packaging must be engineered for retort conditions, not just visual appeal.
What to evaluate:
-
Compatibility with retort-safe inks, adhesives, and coatings
-
Precision in coding (batch, date, traceability)
-
Integration with QR codes or digital traceability platforms
-
Ability to collaborate with specialized packaging design services
Why it matters:
Packaging failures cause label damage, compliance issues, and brand trust erosion—even when the product itself is safe.
Top 5 Essential FAQs – Large-Scale Canned Fish Manufacturing
What truly qualifies a factory as “large-scale” in canned fish manufacturing?
A large-scale factory is defined by system capability, not just output volume. It operates automated production and retort lines at industrial scale, maintains full QA/QC and traceability systems, and is capable of complying with multiple international regulations simultaneously.
Why is retort sterilization and thermal validation critical?
Retort sterilization is the core food safety process in canned fish manufacturing. Each SKU must be thermally validated to ensure commercial sterility without compromising product quality. Improper validation can lead to spoilage, recalls, or regulatory rejection.
Can one factory supply both the US and EU markets?
Yes, but only factories with strong regulatory infrastructure. FDA (US) and EFSA (EU) requirements differ significantly in labeling, allergens, nutrition panels, and documentation. Professional factories manage market-specific compliance versions while preserving product consistency.
How important is traceability in large-scale canned fish production?
Traceability is non-negotiable. Industrial-scale factories must provide batch-level traceability from raw material to finished goods, enabling fast recalls, audit readiness, and regulatory confidence across global markets.
What should brands prioritize most when choosing a manufacturing partner?
Beyond price, brands should prioritize compliance depth, process validation, raw material stability, and export experience. The right manufacturing partner functions as an extension of the brand’s quality and regulatory system, not just a production site.
A large-scale canned fish manufacturing factory should be understood not simply as a place of production, but as a fully integrated industrial, technical, and regulatory ecosystem. Choosing the right manufacturing partner directly determines a brand’s ability to deliver consistent quality at scale, maintain full compliance across international markets, optimize cost efficiency and supply stability, and ultimately build long-term brand credibility. For importers, brand owners, and private-label businesses, success in the global canned fish industry is built on more than competitive pricing—it depends on a deep, structural understanding of manufacturing capability. Brands that align with the right large-scale production partner establish a foundation not only for market entry, but for sustainable growth and global expansion.
Read More:
- OEM Canned Fish Production: The Definitive Strategic Guide for Global Seafood Brands
- Inside a Modern Canned Fish Processing Factory: A Blueprint for Global Supply Chain Excellence
- Canned Fish Packaging Design Service: What Really Makes a Label Work
- Canned Fish Manufacturing Factory: The Technical Blueprint for Global Safety and Scalability
- Custom Canned Fish Production and Packaging Design: An Integrated OEM & Branding Approach
- Large-Scale Canned Fish Production and Supply: A Comprehensive Guide for Global Buyers
- Canned Fish Production and Processing Support Service for Global Brands
- The Strategic Guide to Canned Fish Packaging Services: Navigating Global Private Label Standards