
In the global food supply chain, a canned fish manufacturing factory serves as the critical intersection between raw marine protein and shelf-stable consumer goods. For brand owners, global importers, and retailers, choosing a manufacturing partner is a decision that impacts not only the flavor of the product but also the legal compliance and safety of the brand. As regulatory bodies like the FDA and EFSA tighten their requirements, understanding the inner workings of a high-standard facility becomes essential for any business looking to scale in the international seafood market. This article by Cannedfish.shop provides an in-depth technical analysis of the pillars that define a world-class canned fish production facility, from advanced thermal science to global certification pathways.
1. Strategic Infrastructure and Zonal Engineering
A professional canned fish manufacturing factory is architected to eliminate biological, chemical, and physical risks before they occur. The modern “Factory-as-a-Service” (FaaS) model relies on a unidirectional flow of materials to prevent cross-contamination.
The “Sea-to-Can” Cold Chain
Quality in a manufacturing facility begins at the reception bay.
- Proximity to Ports: Top-tier factories are strategically located near major fishing ports to minimize the “ambient window”—the time fish spend at room temperature.
- Histamine Control: Reducing transit time is the primary defense against histamine development in species like Tuna and Mackerel, ensuring levels remain well below the 50ppm FDA threshold.
- Deep-Freeze Integrity: Integrated cold storage maintaining temperatures between -18°C and -25°C is mandatory to halt enzymatic degradation and preserve the cellular structure of the fish.
High-Care vs. Low-Care Zonation
To comply with BRCGS and IFS standards, a factory must be divided into distinct zones.
- Sanitation Locks: Workers must pass through automated hygiene stations (boot washes and hand sterilization) before moving from raw preparation to high-care filling areas.
- Positive Air Pressure: Advanced facilities use filtered air systems in the seaming rooms to prevent airborne contaminants from entering the product during the critical moments before sealing.

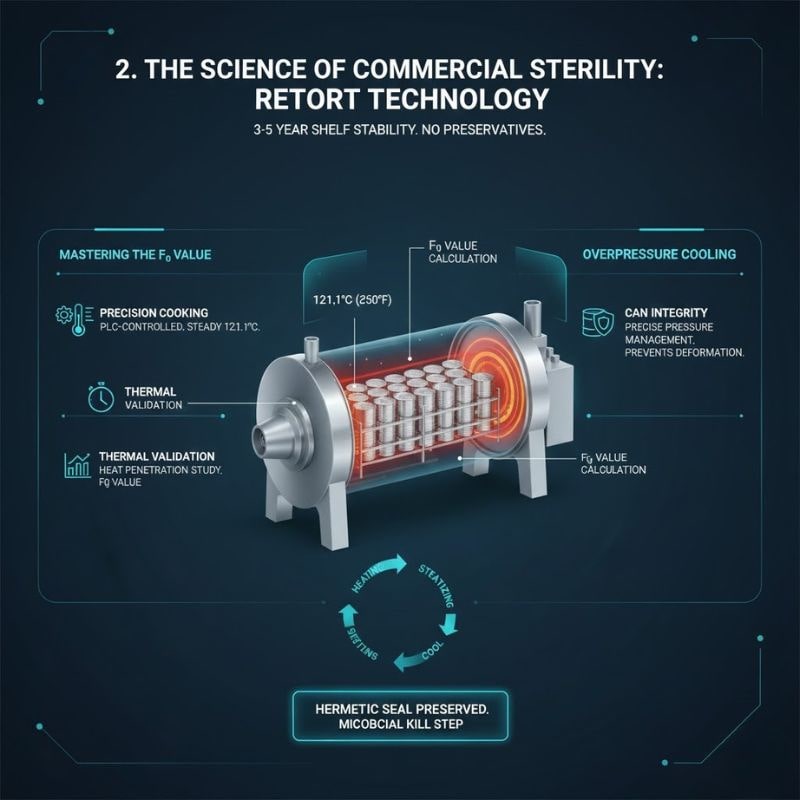
2. The Science of Commercial Sterility: Retort Technology
The most defining feature of a canned fish manufacturing factory is its ability to create a product that remains shelf-stable for 3 to 5 years without any artificial preservatives. This is achieved through the mastery of thermal processing.
Mastering the F0 Value
The retort process is a mathematical battle against Clostridium botulinum.
- Precision Cooking: Modern factories utilize PLC-controlled (Programmable Logic Controller) retorts that maintain a steady 121.1°C (250°F).
- Thermal Validation: Every unique recipe undergoes a “Heat Penetration Study” to determine its specific F0 value—the equivalent time at 121°C required to achieve commercial sterility.
- Overpressure Cooling: During the cooling phase, the retort must manage internal can pressure with extreme precision. If the pressure drops too quickly, the cans will peak or deform, compromising the hermetic seal.
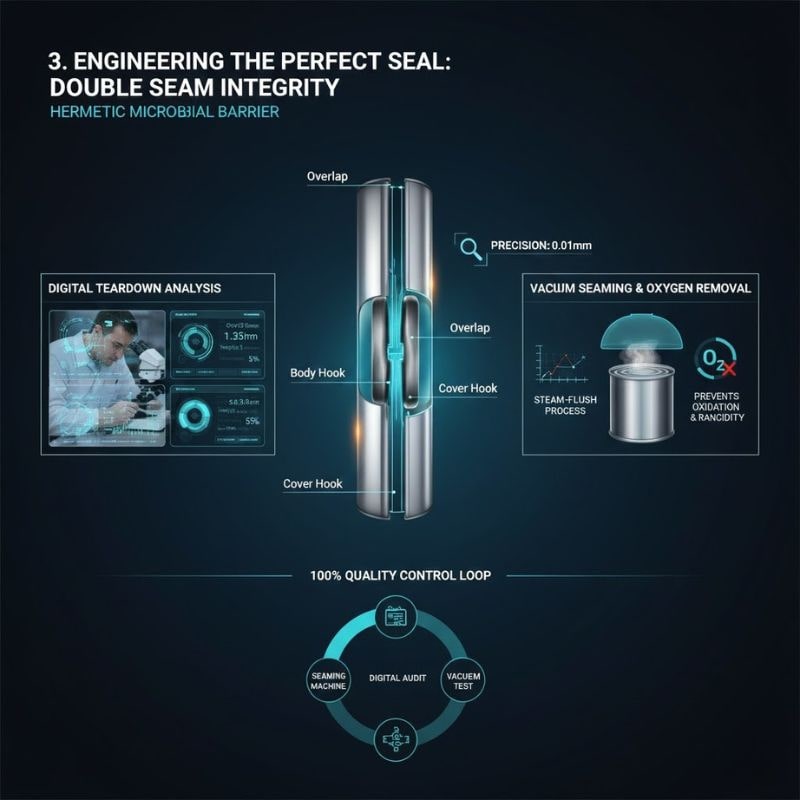
3. Engineering the Perfect Seal: Double Seam Integrity
In the world of thermal processing, the hermetic seal is the definitive barrier between a safe product and a public health risk. A world-class canned fish manufacturing factory does not simply “close” a lid; it executes a high-stakes mechanical engineering process known as the Double Seam. This five-layer metal fold is the only shield protecting the commercially sterile contents from re-contamination by environmental bacteria.
The Anatomy and Technical Analysis of a Double Seam
Ensuring the integrity of a seal requires precision measurements that go far beyond a simple visual inspection.
- Digital Teardown Analysis: At 60-minute intervals, technicians remove cans from the line to perform a physical “teardown”. Using digital micrometers and specialized imaging software, they measure critical parameters with a precision of 0.01mm.
- Overlap Optimization: The “Overlap”—the distance the body hook and cover hook interlock—is the most critical safety metric. Professional factories ensure an overlap typically between 1.1mm and 1.5mm to guarantee a path-proof seal.
- Seam Tightness & Wrinkle Rating: Technicians evaluate the “tightness” of the fold by examining the wrinkle rating on the cover hook. This ensures the sealing compound (the rubber-like gasket inside the lid) is sufficiently compressed to fill every microscopic void.
Vacuum Seaming & Headspace Management
Removing oxygen from the headspace (the gap between the fish and the lid) is a dual-purpose requirement for both safety and sensory quality.
- Steam-Flush Injection: Before the seaming operation, high-temperature steam is injected into the headspace to displace atmospheric oxygen. As the steam condenses after sealing, it creates a natural vacuum.
- Preventing Lipid Oxidation: By eliminating oxygen, the factory prevents the oxidation of fish oils and sauces. This stops the development of “fishy” off-flavors and rancidity, ensuring the product tastes fresh for up to 5 years.
- Vacuum Monitoring: Post-sterilization, cans pass through an automated “tap-test” or proximity sensor system. Cans that do not exhibit the correct concave lid shape—indicating a loss of vacuum—are instantly rejected by the system to prevent compromised goods from reaching the market.
4. Product Innovation and OEM Capabilities
Beyond standard processing, a world-class canned fish manufacturing factory serves as a strategic R&D partner, helping brands move from commodity products to high-value market segments.
Advanced Recipe Engineering
Modern OEM services leverage culinary science to differentiate brands through unique flavor profiles and nutritional optimization:
- Bespoke Mediums: Development of proprietary sauces, from premium Extra Virgin Olive Oil infusions to gourmet Mediterranean or Teriyaki glazes.
- Nutritional Tailoring: Customizing salt levels and calorie density to meet specific dietary trends like Keto or Heart-Healthy segments.
- Texture Management: Controlling thermal parameters to achieve a specific “mouthfeel,” whether solid, chunk, or flake.
The “Clean Label” Strategy
To meet the global demand for transparency, factories have mastered preservative-free production:
- Minimalist Ingredients: Transitioning to “Fish, Water, and Sea Salt” formulations with zero chemical additives.
- Natural Stability: Utilizing 121.1°C retort technology to ensure a 3–5 year shelf life through physics rather than chemistry.
Specialized Packaging Solutions
Innovation in packaging ensures compliance with the world’s strictest health and environmental mandates:
- BPA-NI Linings: Using “BPA-Non Intent” coatings to comply with EU regulations and California’s Proposition 65.
- Format Versatility: Offering diverse options from lightweight aluminum to durable tinplate in various shapes (Round, Oval, Club).
- Consumer Convenience: Standardizing Easy-Open Ends (EOE) across all premium private label lines.
5. Regulatory Compliance: The “Passport” to Global Trade
A factory’s certifications are its license to export. For a third-party observer, these are the most reliable indicators of a facility’s quality.
Mandatory Standards
- HACCP & ISO 22000: The foundational food safety management systems for any international seafood production.
- FDA FCE & SID: Mandatory for the US market; the factory must have a Food Canning Establishment (FCE) number and a Submission Identifier (SID) for every unique formulation.
- GFSI Benchmarked (BRCGS/IFS): These Grade A/AA certifications are required by major European retailers like Tesco, Lidl, and Carrefour.
Ethical and Niche Certifications
- Sustainability (MSC): Proving the fish was caught without overfishing.
- Dolphin-Safe: A critical requirement for tuna products in North American and European markets.
- Dietary Laws (Halal/Kosher): Enabling brands to serve specialized consumer segments globally.

6. Frequently Asked Questions (FAQ)
What is the typical Minimum Order Quantity (MOQ) for OEM canned fish?
Most factories require an MOQ of one 20ft container (approx. 1,500 to 2,000 cartons) to maintain production efficiency and cost-effectiveness for the brand owner.
How does the factory ensure “Drained Weight” consistency?
High-end facilities use automated filling lines combined with hourly manual audits. Every batch is sampled to ensure the ratio of fish-to-liquid strictly meets the legal requirements of the destination country.
Why is there a mandatory 14-day incubation period?
This is a safety “quarantine.” Representative samples are stored at 37°C and 55°C to monitor for gas production or microbial growth. Only after 14 days of stability are the products cleared for shipment.
Can a factory produce custom can sizes?
While standard sizes like 125g (Club), 140g, and 170g are common, custom sizes are possible but usually require an investment in new seaming chucks and filling heads.
7. Conclusion: Scaling with Confidence
The success of a seafood brand is built on the floor of the canned fish manufacturing factory. It is a world where precision, sterility, and consistency are non-negotiable. By partnering with a facility that prioritizes thermal science, mechanical integrity, and global compliance, brand owners can scale their business with the confidence that every can delivered is a masterpiece of safety and nutrition.
- OEM Canned Fish Production: The Definitive Strategic Guide for Global Seafood Brands
- Inside a Modern Canned Fish Processing Factory: A Blueprint for Global Supply Chain Excellence
- Canned Fish Packaging Design Service: What Really Makes a Label Work
- Expert Guide: Large-Scale Canned Fish Manufacturing Factory
- Custom Canned Fish Production and Packaging Design: An Integrated OEM & Branding Approach
- Large-Scale Canned Fish Production and Supply: A Comprehensive Guide for Global Buyers
- Canned Fish Production and Processing Support Service for Global Brands
- The Strategic Guide to Canned Fish Packaging Services: Navigating Global Private Label Standards